


Japansk Koi-foderringspelletskvarn: Precisionspelletskvalitet för Nishikigoi-gårdar | Hongyang
Japans prydnadsfiskindustri, förankrad av den globalt erkända nishikigoi (koikarp), representerar en premiumnisch inom den bredare vattenbrukssektorn. Japan exporterade cirka 560 ton levande prydnadsfisk år 2024, varav koi stod för över 80 % av exportvärdet enligt handelsdata från Japans ministerium för jordbruk, skogsbruk och fiske. Den inhemska marknaden för koifoder – uppskattad till 12 000 till 15 000 ton årligen – kräver pelletsfabriker som kan producera flytande pellets med exakta diametertoleranser, hög vattenstabilitet och konsekvent näringshomogenitet över flera pelletsstorlekar från 2 mm till 8 mm.
Denna fallstudie undersöker hur en koifodertillverkare i Niigata prefektur, den historiska födelseplatsen för Nishikigoi-avel, uppnådde mätbara förbättringar i pelletskvalitet och produktionseffektivitet efter att ha driftsatt Hongyang HYPM ringformade pelletskvarnar för sin dedikerade foderlinje för prydnadsfiskar. Under en 14-månaders driftsperiod registrerade kvarnen 98,3 % drifttid, pelletsstorleksavvikelse under 0,15 mm och vattenstabilitet på över 4 timmar – mätvärden som direkt stöder de höga standarderna hos Japans professionella koiuppfödare och hobbyister.
Bakgrund: Japans koifoderindustri
Japans Nishikigoi-industri har sina rötter i Niigata prefektur, där systematisk avel av färgad karp började i början av 1800-talet i Yamakoshi-regionen. Idag finns det över 1 500 registrerade koi-uppfödare i Japan, huvudsakligen koncentrerade till prefekturerna Niigata, Hiroshima och Fukuoka. Den inhemska koi-marknaden värderas till cirka 30 miljarder yen årligen, med enskilda exemplar av utställningskvalitet som säljs på auktion för priser från 500 000 yen till över 100 miljoner yen.
Denna högvärdiga marknad ställer extraordinära krav på foderkvalitet. Koi värderas för sin färgintensitet, mönstertydlighet, skinnglans och kroppskonformation – alla egenskaper som direkt påverkas av näring. En representativ premiumkoifoderformulering innehåller fiskmjöl på 35–40 % av ransonen, vetemjöl på 15–20 % som både kolhydratkälla och naturligt bindemedel, sojamjöl på 10–15 %, riskli på 5–10 %, spirulina på 3–5 % för karotenoidbaserad färgförstärkning, krillmjöl på 3–5 % som en naturlig astaxantinkälla och en vitamin-mineralpremix inklusive stabiliserat C-vitamin för immunfunktionen.
De fysiska specifikationerna för koi-foderpellets är lika krävande. Flytande pellets måste bibehålla flytförmågan i minst 30 minuter för att möjliggöra observation av födointag – en kritisk praxis inom koi-odling där uppfödare visuellt bedömer ätbeteendet som en primär indikator på fiskens hälsa. Pelletdiametrarna varierar från 2 mm för ung tosai (ettårig fisk) till 8 mm för mogen jumbo koi som överstiger 80 cm i längd. Inom varje storlekskategori får diametertoleransen inte överstiga ±0,2 mm för att säkerställa jämn utfodring och förhindra storleksbaserad konkurrens i dammar. Vattenstabilitet – mätt som hur länge pellets förblir intakta utan att sönderfalla – måste överstiga 2 timmar för att förhindra förorening av dammvatten, vilket i slutna recirkulerande vattenbrukssystem snabbt kan höja ammoniaknivåerna och stressa högvärdiga fiskar.
Kunden: En specialist på koifoder baserad i Niigata
Vår kund, en andra generationens fodertillverkare verksam i Nagaoka City, Niigata prefektur, producerar cirka 3 500 ton koifoder årligen. Deras produktsortiment sträcker sig över sex pelletsstorlekar i tre produktnivåer – standard, premium och konkurrensklass – och betjänar cirka 180 koiuppfödare över hela Japan, med växande exportvolymer till sydostasiatiska marknader inklusive Thailand, Indonesien och Malaysia.
I slutet av 2024 identifierade kunden tre driftsflaskhalsar i sin befintliga pelleteringslinje:
Formslitage och avvikelse i pelletsstorlek: Deras konventionella ringformar uppvisade mätbar förstoring av formhålet efter cirka 800 driftstimmar. Allt eftersom formhålen vidgades, drev pelletsdiametern bortom toleransen på ±0,2 mm, vilket producerade överdimensionerade pellets som störde utfodringens jämnhet. Premiumuppfödare hade börjat returnera partier med diameteravvikelser som översteg specifikationen – en kommersiellt skadlig utveckling på en ryktesdriven marknad.
Inkonsekvens i vattenstabilitet: Uppnådd vattenstabilitet varierade mellan 1,5 och 3,5 timmar beroende på formtemperatur och konditioneringsförhållanden. Pellets som producerades under längre produktionsperioder – när formtemperaturen steg över 85 °C – uppvisade överlägsen stärkelsegelatinering och vattenstabilitet, medan batcher vid skiftets början ofta låg under minimumtiden på 2 timmar. Denna variation från batch till batch minskade uppfödarnas förtroende för produktens konsistens.
Finmaterialbildning i förpackningar: Den höga halten fiskmjöl på 35–40 % i koifoder skapar en spröd pelletstruktur. Med befintliga foderformuleringar nådde halten finmaterial efter kylning 4–5 %, vilket ackumulerades i påsbottnarna och genererade kundklagomål om produktens utseende och upplevda värde. På Japans presentationsmedvetna marknad tyder dammiga påsar på dålig tillverkningskvalitet oavsett näringsinnehåll.
Hongyang-lösningen: HYPM-seriens ringformpelletskvarn
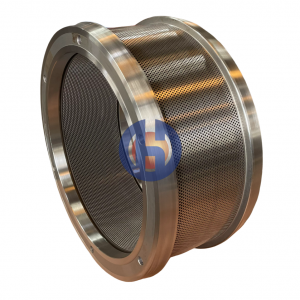
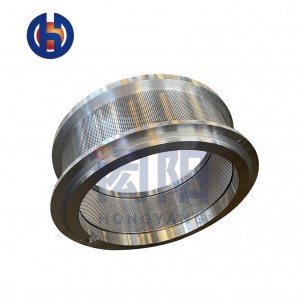
Kunden valde Hongyang HYPM-seriens ringformpelletskvarnar med specialkonfigurerade matriser för produktion av foder till prydnadsfiskar. Konfigurationen hanterade varje operativ utmaning genom specifika tekniska val:
Matrismaterial och precisionsbearbetning: Hongyang levererade ringformar tillverkade av X46Cr13-legerat stål med vakuumvärmebehandling, vilket uppnådde en ythårdhet på 58–60 HRC. Matrishålets inre ytjämnhet kontrollerades till Ra ≤ 0,8 μm genom en flerstegs honingsprocess. För koifoderapplikationen specificerade Hongyangs ingenjörsteam en matrishålskonfiguration med ett kompressionsförhållande på 1:10 för pelletsområdet 2–4 mm och 1:12 för intervallet 5–8 mm, vilket tar hänsyn till det högre fettinnehållet i premiumformuleringar – från fiskmjöl och krillmjöl – vilket naturligt minskar friktionsmotståndet i matriskanalen. Det förhöjda kompressionsförhållandet kompenserade för fiskoljornas smörjeffekt, vilket säkerställde en jämn pelletsdensitet över alla storleksområden.
Integration av konditioneringssystem: HYPM-systemet kombinerades med en dubbelaxlad differentiell konditioneringsmaskin som gav 90–120 sekunders retentionstid vid 85–95 °C, vilket uppnådde stärkelsens gelatiniseringshastigheter på 45–55 %. Detta var avgörande för vattenstabiliteten. Den förhöjda konditioneringstemperaturen – som bibehölls enhetligt via PID-kontrollerad ånginjektion – säkerställde en konsekvent gelatinisering oavsett produktionstidens längd, vilket eliminerade den kvalitetsförlust vid skiftets början som kunden tidigare hade upplevt. Gelatiniseringen av vetemjöl, som styrdes av den kombinerade effekten av temperatur, fukt och uppehållstid, fullbordades innan den konditionerade mäsken kom in i pelleteringskammaren.
Hantering efter pelletering: Hongyangs tekniska team rekommenderade en motströmskylarkonfiguration med förlängd uppehållstid på 12–15 minuter och kontroll av omgivningsluftens temperatur för att uppnå en pelletsutgångstemperatur inom 3 °C från omgivningstemperaturen. Detta kylprotokoll minimerade termisk chocksprickbildning – en vanlig källa till finmaterial i proteinrika fiskfoderpellets – genom att undvika snabb ytkylning som skapar interna spänningssprickor i pelletsmatrisen.
Resultat: 14-månaders resultatdata
Efter driftsättning i februari 2025 och 14 månaders kontinuerlig drift dokumenterade klienten följande prestandamått:
Produktionsdrifttid: HYPM-ringformpelletskvarnen uppnådde en drifttid på 98,3 % under utvärderingsperioden. Den förlängda livslängden för formar – hänförlig till X46Cr13-legerat stål och precisionsvärmebehandling – möjliggjorde produktionsserier på 1 400–1 600 timmar mellan formarbyten, vilket nästan fördubblade kundens tidigare utbytesintervall på 800 timmar. Detta motsvarar cirka 3 800 ton koifoder producerat per formaruppsättning, jämfört med 1 700 ton med deras tidigare utrustning. Enbart minskad formarbytesfrekvens eliminerade cirka 48 timmars årlig produktionsstopp.
Precision i pelletsdiameter: Statistiskt urval av 200 pellets per batch över alla sex pelletsstorlekar visade en genomsnittlig diameteravvikelse på 0,12 mm med en standardavvikelse på 0,06 mm – bekvämt inom specifikationen på ±0,2 mm. Kunden rapporterade noll batchkasseringar på grund av avvikelser i pelletsstorleken under 14-månadersperioden, en markant förbättring från de 3–4 kasseringar per år som tidigare upplevts. Varje kassering hade historiskt sett kostat cirka 15 ton återtillverkat foder och tillhörande logistik.
Vattenstabilitet: Kontrollerade tanktester vid 25 °C vattentemperatur visade en konsekvent vattenstabilitet på 4,2–4,8 timmar för alla pelletsstorlekar. Detta överträffade både kundens 2-timmarsspecifikation och det 3-timmarsriktmärke som vanligtvis anges av premiumuppfödare. Förbättringen tillskrevs främst konditioneringssystemets konsekventa temperaturkontroll och matrisens optimerade kompressionsförhållande som ger en jämn stärkelsegelatinering över hela pellets tvärsnitt.
Minskning av finmaterial: Finmaterialhalten efter kylning och förförpackning, mätt genom siktning genom en 1,0 mm maska, var i genomsnitt 1,8 %, en minskning från 4,5 % med det tidigare matrissystemet. Kundfeedbackundersökningar som genomfördes sex månader efter idrifttagning visade en minskning med 40 % av klagomål relaterade till pelletsintegritet och dammansamling i påsens botten. För en marknad där förpackningspresentationen påverkar den upplevda produktkvaliteten hade denna förbättring oproportionerlig kommersiell betydelse.
Feedback från uppfödare: Kundens försäljningschef rapporterade att tre av deras fem största uppfödarkonton – inklusive en nationellt erkänd Grand Champion-uppfödare från Isawa, Yamanashi prefektur – specifikt noterade förbättrad pelletskonsistens och minskad grumlighet i dammen under växtsäsongen 2025. En uppfödare dokumenterade en förbättring på 12 % i viktökningens jämnhet över en kohort av 400 nisai (tvååriga) koi, vilket tillskrev förbättringen till en mer konsekvent pelletsstorlek och högre näringshomogenitet under hela utfodringsperioden.
Hongyangs engagemang för applikationsspecifik teknik
Niigata-fallet illustrerar en princip som ligger till grund för Hongyangs strategi för den globala marknaden för fodermaskiner: applikationsspecifik konstruktion driver kundresultaten. För koi-foderapplikationen var de kritiska variablerna inte rå genomströmning – HYPM-systemets nominella kapacitet översteg vida kundens blygsamma årsvolym på 3 500 ton – utan snarare formens metallurgi, kompressionsförhållandets precision och konditioneringens konsistens. Hongyangs villighet att konfigurera ringformar efter de specifika kraven för produktion av prydnadsfiskfoder, snarare än att erbjuda en standardfoderform för boskap, differentierade engagemanget från leverantörer av standardutrustning.
Ur kundens perspektiv sträckte sig värdeerbjudandet bortom utrustningens prestanda. Minskad frekvens av utbyte av formar sänkte förbrukningskostnaderna med cirka 1,2 miljoner yen årligen. Elimineringen av kasserade partier återhämtade cirka 85 ton av annars bortkastad produktionskapacitet per år. Och ökad kundnöjdhet – svårare att kvantifiera men kommersiellt avgörande i Japans relationsdrivna affärskultur – stärkte deras konkurrensposition på en marknad där varumärkesrykte direkt kräver högre prispremier.
Slutsats
Japans koiindustri, med sina exceptionella kvalitetsstandarder och kräsna kundbas, representerar en av de mest krävande fodermarknaderna globalt. Den framgångsrika driftsättningen av Hongyang HYPM-ringformpelletsfabriker hos en koifodertillverkare i Niigata visar att precisionstillverkad pelletsutrustning kan ge mätbara förbättringar av pelletskvalitet, produktionseffektivitet och kundnöjdhet – även i nischtillämpningar där produktionsvolymerna inte närmar sig industriell skala.
För fodertillverkare som betjänar premiummarknader för vattenbruk erbjuder Niigata-fallet en replikerbar modell: investera i matristeknik och precision i konditionering, mät resultaten noggrant och behandla pelletskvalitet som en konkurrensmässig differentieringsfaktor snarare än en lägsta tröskel för efterlevnad.




-
EVENEMANG
-
Produktkategori
-
Kontakta oss
-
 Tel: +86 18851202909
Tel: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina -
 E-post: hy.ringdie@outlook.com
E-post: hy.ringdie@outlook.com
-
-
Sociala medier






Heta produkter - Webbplatskarta - AMP Mobil
Matarpelletsringmatris, ringmatris, Pelletringform, Pelletform, Pelletsmaskinens ringform, Pelletkvarns ringform,